Le marteau-pilon à l’usine Schneider au Creusot (Saône-et-Loire, France). / Bridgeman Images L’histoire de cette commune […]
Le marteau-pilon à l’usine Schneider au Creusot (Saône-et-Loire, France). / Bridgeman Images L’histoire de cette commune […]

Le saviez-vous ? Jusqu’à la fin du XIXᵉ siècle, l’aluminium était un métal rare… et […]

Extrait de l’article de l’excellent site https://www.connaissancedesarts.com/ Dans la vallée de Chevreuse, la Fondation de […]
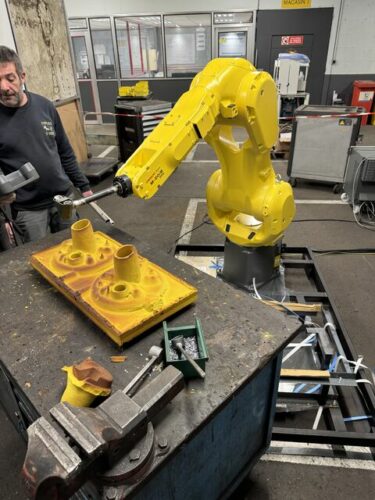
FONDERIE LAVAL 🤫 Quelque chose arrive chez Fonderie Laval… Un nouvel “allié” va bientôt changer […]

Daniel Anghelone • Directeur Général – Robustesse des modèles d’affaires dans un monde contraint […]
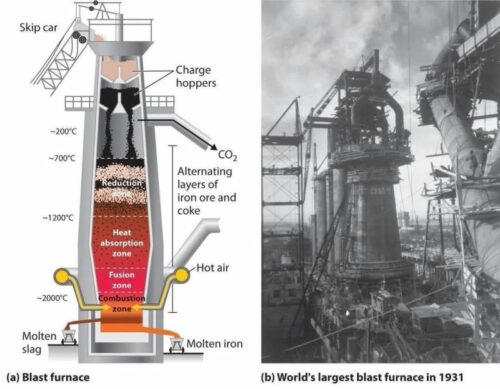
Metallurgical Engineering Haut fourneau Le haut fourneau est un réacteur gaz/solides à contre-courant dans lequel […]

Après un incendie et une course contre-la-montre, ArcelorMittal Méditerranée a redémarré sa production à Fos-sur-Mer […]

Pierre-Alain Greco • S.O.S Calvaires – Il y a des projets qui empêchent de dormir. […]

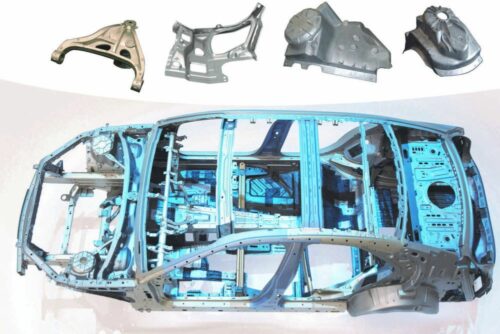
Métallurgie – Sidérurgie Acier Acier : les sombres perspectives du géant allemand ThyssenKrupp, en pleine […]

« On est des forgerons, on va se battre! » Les salariés d’Erasteel ont défilé dans la […]

ATF – ✨ Retour sur notre journée d’action régionale – Vendredi 28 novembre Vendredi dernier, […]
Patrick Hairy •Fellow Expert Elaboration des alliages et Maîtrise des moyens de fusion chez Cetim […]
Patrick Hairy Fellow Expert et Metallonaute en chef HELLO Metallonaute 👋🏿🖐🏿, C’est quoi les nouveaux alliages […]
Patrick Hairy Fellow Expert et Metallonaute en chef Hello Metallonaute, 🖐️ Tu peux me parler du […]

LA FONDERIE DE TIVERNON OUVRE AVEC NOS AMIS DE DOURDAN Une fonderie d’art en pleine […]

Philippe RIVIERE lève 80 millions pour reprendre des PME françaises de secteurs stratégiques (défense, nucléaire, […]
Lebronze Alloys agrandit son usine dans la Marne Le spécialiste des alliages de cuivre et […]

ERTP Surpresseurs à lobe : donner une nouvelle vie à vos équipements, c’est notre métier […]

Préfet de Meurthe-et-Moselle Acteur majeur et historique sur le territoire, le site de Saint-Gobain à […]

MARTIN LECOLE • Gérant de LOIRE FONDERIE La Fonderie C’est Magique !! ici, un radiateur […]

ACI Groupe, ou les mystères d’un industriel glouton L’ETI lyonnaise ACI Groupe poursuit depuis six […]

Ghm France à l’honneur à l’Elysée À l’occasion de la visite d’État du président brésilien Luiz […]

ACI GROUP Sous traitance industrielle : Performance | Agilité | Qualité France Ingénierie mécanique ou […]

Patrice MOREAU L’on me demande souvent ce qu’est devenue la Fonderie de cloches Bollée d’Orléans […]

NAVYLEST NAVYLEST réalise une quille de 8,3 tonnes pour le nouveau-né du chantier YYachts en […]

Challenges 296 891 abonnés Suivre 🗞️ REPORTAGE – Four plasma à 1 700 degrés, étincelles de […]

La Société Industrielle des Fontes (S.I.F.) recherche Chef d’atelier fonderie (H/F) & RESPONSABLE QSE et […]

Fédération Forge Fonderie Les fonderies et forges françaises tenaient ce matin leur assemblée générale annuelle. […]

Future fonderie de haute précision Safran près de Rennes : le chantier est lancé Le géant […]

Journée d’action régionale Ouest ATF-AAESFF du 26 Avril 2025. Le groupe Ouest s’est retrouvé à […]






















