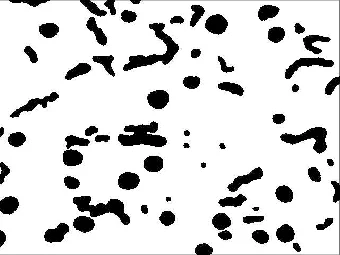
Patrick Hairy Fellow Expert et Metallonaute en chef 📚 L’ AlSi9Cu3(Fe) en fonderie sous pression 📚 […]

Patrick Hairy Fellow Expert et Metallonaute en chef 📚 L’ AlSi9Cu3(Fe) en fonderie sous pression 📚 […]
Une analyse des regards andalous de Jean-Christian Moulin ici remercié. Plaque ou regard, pourquoi ? Le […]

Exemples et amélioration des performances réfractaires Auteur(s) : Philippe BLUMENFELD, Jacques POIRIER Date de publication : 10 […]

CMD Gears ⬛ ENTRAÎNEMENT VERTICAL DU MOULIN À BRASSAGE – MISE À JOUR ⬛ DU […]
Sylvie Bourély Ma mission est de structurer la forme qui accueille le divin. Sortie de […]

https://www.vox.cg/fonderie-des-marmites-en-cocotte-en-proie-a-des-difficultes/

42 millions d’euros pour passer du gaz à l’électrique: l’Élysée va confirmer un très gros […]

Aurélien DEMOL Digitalisation de processus métiers / industrialisation Retour dans mon ancienne école : l’École […]

Cet hélicoptère français marche dans les pas du Rafale et pourrait devenir le nouveau succès […]
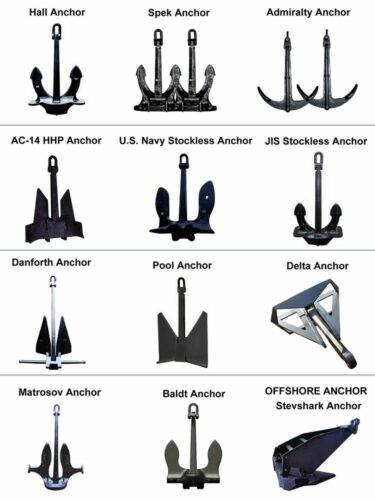
Colomban 🔵 Ce n’est pas le poids de l’ancre qui retient le navire ❌ On […]

Avec l’impression 3D de sable, Sharow et Ford produisent une hélice en 15 jours au […]
ADDAD Abdelaziz Business Developer chez Aubert & […]

Georges Van Simpsen Psychosociologue – Administrateur gérant de Business Leadership & expertise associates. L’art en […]

Voiture électrique : Stellantis va ressusciter la 2 CV de Citroën à moins de 15.000 euros Selon nos […]


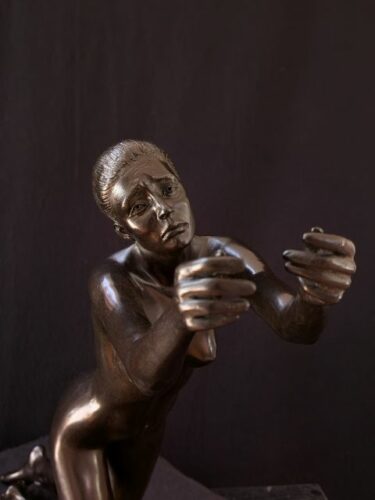
Il expose une dizaine d’œuvres au Salon Animal Art Paris. www.christian-simeon.com Insta : christian_simeon_sculpteur La […]

La fonderie GHM de Wassy investit dans une grenailleuse performante Dominique Piot le Journal de […]

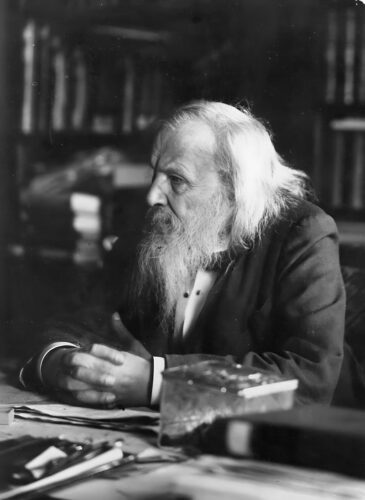
Le saviez-vous ? Jusqu’à la fin du XIXᵉ siècle, l’aluminium était un métal rare… et […]

École Nationale Supérieure d’Arts et Métiers Cluny et Amicale de l’Ecole Supérieure de Fonderie et […]

Tribune « L’Europe se savait pauvre en ressources et n’a rien fait » : « Les minerais critiques sont […]
Je suis a la recherche d’un vieil exemplaire de Fondeur fonderie d’aujourd’hui de 1985, surtout […]
Saint-Gobain PAM Canalisation ✨ Quand l’art surgit là où on ne l’attend pas… ✨ Voir […]
Alexandre Mensier 👨⚕️Chirurgien viscéral & digestif , 📕auteur du livre « secrets de bloc »👁️accrédité […]

Maisons de l’Europe Un moment magique + « Furcy né libre » Un moment magique + « Furcy […]

Ecole Supérieure de Fonderie et de Forge – ESFF LES CANDIDATURES À L’ESFF SONT OUVERTES🚨 […]

Nouveaux fours, recyclage de l’acier, réutilisation du carbone… ArcelorMittal relance la concertation sur son projet […]
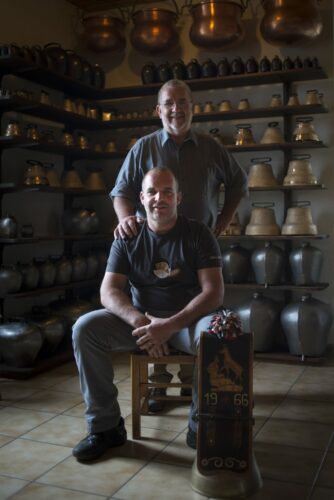
Visites, démonstrations, coulée de cloches et animations. La Sellerie Fonderie Roulin fête ses 60 ans à Treyvaux […]

2.500 personnes accueillies pour la 80e édition des portes ouvertes du technicentre industriel Nevers Languedoc […]

A Ussel, la fonderie Ucelia investit 3,5 millions d’euros en 2026 : « On n’arrête pas […]

Fonderie Vexlard à Rambervillers : les maîtres du feu L’extérieur de l’atelier, situé à Rambervillers, […]






















